ハトメの使い方とは
ハトメは、(1)そのまま使う、(2)潰して使う、この2種類の使い方があります。
穴の周囲に金属縁をつくり、リング状に仕上げる使い方は(2)となります。
(2)は、ハトメに力を加えて潰して使うため、ハトメ打ちと呼ばれる「打ち込んで潰す」作業を行います。
ハトメ打ちの基本
ハトメに力を加える ⇒ 元の形状から変形させる ⇒ 対象物(布や革)に固定する
これには歪な方向に歪んだり、ハトメの「筒」や「傘」の部分が破れたりひしゃげたりしないよう、圧を加える適切な工具が必要となります。
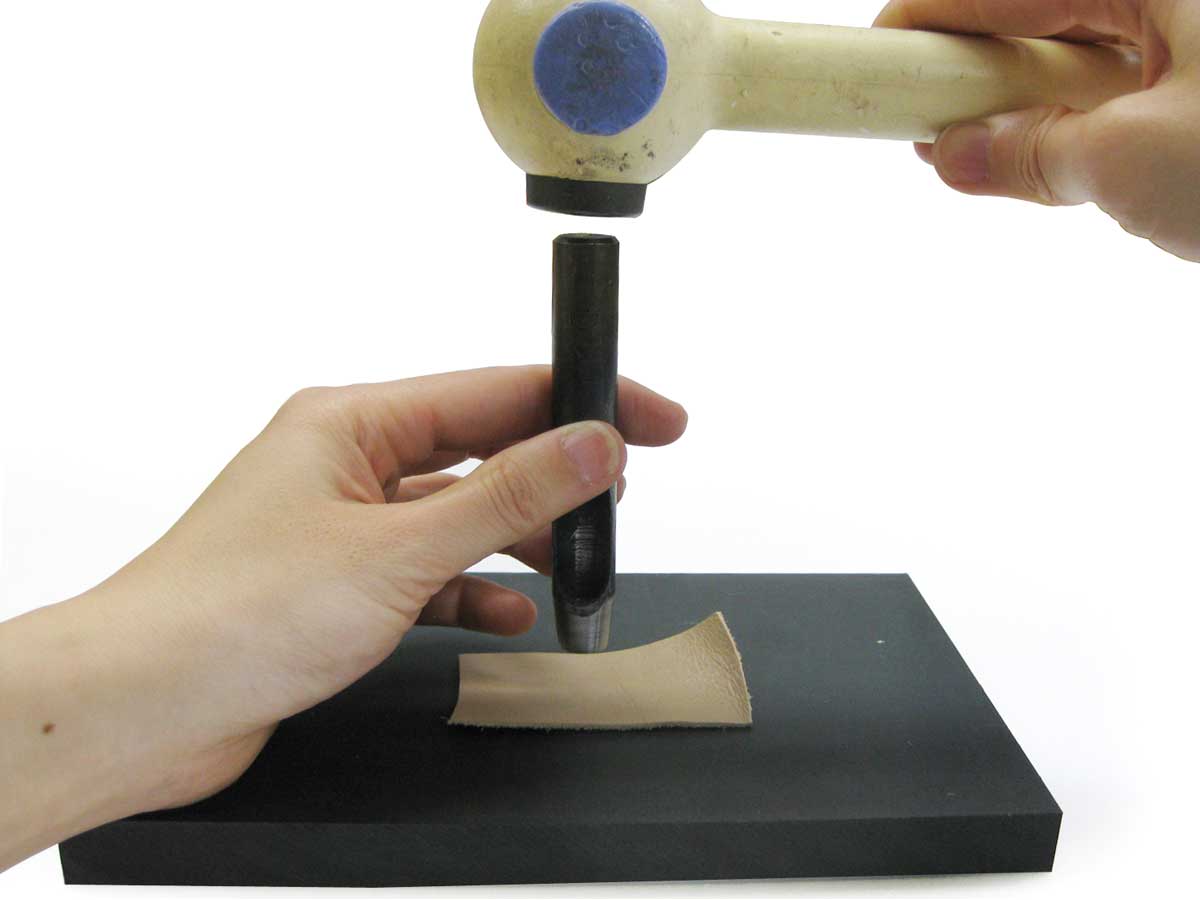
工具がない場合、打棒の代わりに金槌だけで叩きますと、ハトメの「筒」の先がひしゃげます。
パーツラボのハトメ一覧に戻る
手打ち工具によるハトメ打ちの作業の流れ
-
-
今回は内径約9mmの大きめのハトメ、「アイレット23」を取付けます。
当店では「内径」と呼んでいるのは穴の内側を測った時の直径。
「外径」とは金属の厚みを加えた穴になる部分の外側を測った値として表記しています。

今回の「アイレット23」の場合は内径のサイズは約8.8mmとなっているのがわかります。
これはハトメを取付けた際の、金具がつくる丸い穴の直径が8.8mmになるということです。
(製品によって+-0.05mm程度の差はあります)
-
対して外径は9.7mmです。
この値(外径)は、ハトメを取付ける際に事前にあけておく穴の目安になります。

【ポイント】
取付けた後の、金具がつくる穴の大きさが厳密に必要となる方は「内径」の値をご確認ください。
取り付ける作業には「外径」の値をご参考にしてください。
たわまないPP板やアクリル板といった硬い材質のものにハトメを取り付ける際は、外径の値から事前にあける穴の直径をご決定ください。
-
今回は厚み2mmの革の端切れに取付けます。
アイレット23は高さ6mmとなりますので、取り付ける対象の厚みが約4mm以下のものにおすすめしています。
今回は2mm厚の革ですので、少し長いように感じられるかもしれませんが、この程度ならば当店のハトメは工具さえ合っていればキレイに反り返ります。
【ポイント】(取り付ける対象の厚み)≦(ハトメの高さ)+2〜3mm
-
先程とった値「外径:9.7mm」ですので、ハトメ抜き9mmのポンチを使って穴あけをしましょう。
 【ポイント】
布や革に取付ける場合、事前に穴をあけておく大きさは、外径よりも若干小さいぐらいをおすすめします。
とくに布などの「ほつれる」材質、伸縮性がある素材の場合は、取り付け後に穴が大きく広がる可能性があります。
荒い目の繊維物などでご不安のある方は、接着芯などで補強するのもおすすめです。
【ポイント】
布や革に取付ける場合、事前に穴をあけておく大きさは、外径よりも若干小さいぐらいをおすすめします。
とくに布などの「ほつれる」材質、伸縮性がある素材の場合は、取り付け後に穴が大きく広がる可能性があります。
荒い目の繊維物などでご不安のある方は、接着芯などで補強するのもおすすめです。
- 穴をあけるクラフト工具でよくあるのは以下の製品です。
ハトメポンチ(穴あけ)の形状スタイルによる違い
| ロータリーパンチ |
ハトメ抜き |

|

|
|
ハンドグリップ式
|
手打ち式
|
1台で何種類もの穴をあけられます。
ホッチキスの要領で、穴をあけたい箇所にパンチの刃をあてます。
穴をあける場所を選びます(ヘリから遠いところはあけにくい)。
|
昔ながらのくり抜き式で、あけたい穴の大きさごとに取替え。
あけたい場所にあてて、上から叩いて正円型に抜きます。
|
小さいものでしたらキリ等であけられる方もいます。
しかしハトメの大きさにあった正円であることが望ましいです。

当店では、クラフト使用の場合は、昔ながらのハトメ抜き(ハトメパンチ)の方をお勧めしています。
- 比較的どのような材質にも対応(伸縮性のある生地、硬いもの、ハードな革)
- 穴をあける場所を選ばない(大きいシートの真ん中や、立体構造をとっている箱など)
- 力の加減がしやすいため、穴の周辺へのダメージが少なくて済む場合が多い
今回は当店販売中のハトメ抜き9mmを使い、ゴム板(大)を下に敷いて作業を行うことにします。
-
今回はスタッフのデスクにあったトンチキな金槌をつかいます。お持ちの金槌や木槌をお使いください。
一般にハンドクラフトで木槌を使うことが多いのは、打っている最中の感触が手に伝わりやすいため力加減がしやすいからと言われます。
しかし穴あけ加工だけに限って言うと、「穴が抜けた!」「抜けてない」の手応えは分かりやすいので、とくに木槌にこだわらなくても良いかと思います。
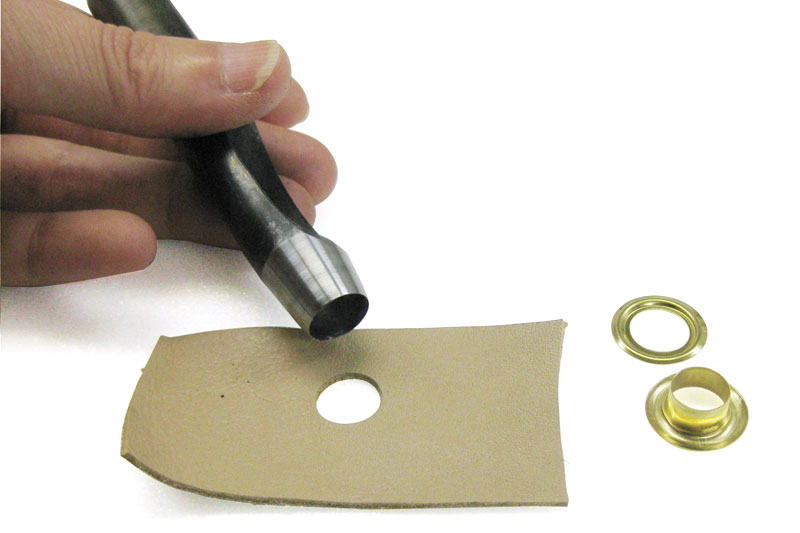
キレイに9mmの穴が抜けました。
ハトメ抜き(ハトメパンチ)は、イメージ的には薄い包丁を巻いてクルッと棒状にしたもの・とお考えください(とはいえ、触ったら手が切れる!という程ではないです)。
色々穴を抜くうち刃はナマクラになっていきますが、気軽に取替えができるシンプルな造りとなっています。
-
いよいよ打つハトメの用意をします。
今回打つのは「アイレット23」内径9mmのハトメ。ハトメは金具にあわせた工具が必要です。
当店ではハトメ打ち工具は二種類ご用意していますが、違いは素材です(プロ用の方はSK鋼材を使っています)
ハトメ工具も何度も打つと摩耗してきますので、長くお使いいただくときは良い材質の製品をお選びください。
今回は工具はアイレット23入門セットの手打棒と皿を使います。

工具はだいたい(当店の場合は)ハトメの番手が打皿の側に刻印されています。
数字の刻印がある方を上にしてお使いください。

アイレットの傘は、ひっくり返して乗せた時に、打皿にピタッと合います。
逆にいうとこの打ち皿にピタッと合わない場合、そのハトメと工具は合っていません。
ハトメと工具が合ってない場合は、(後から説明しますが)ハトメがヒシャゲた形で仕上がります。
ハトメは「鳩目」ですので、まんまるに金属縁が確保されないと仕上がりとして成功したと言えません。
-
打ち皿の上に置いたハトメの足に、先程あけた穴を通して被せます。
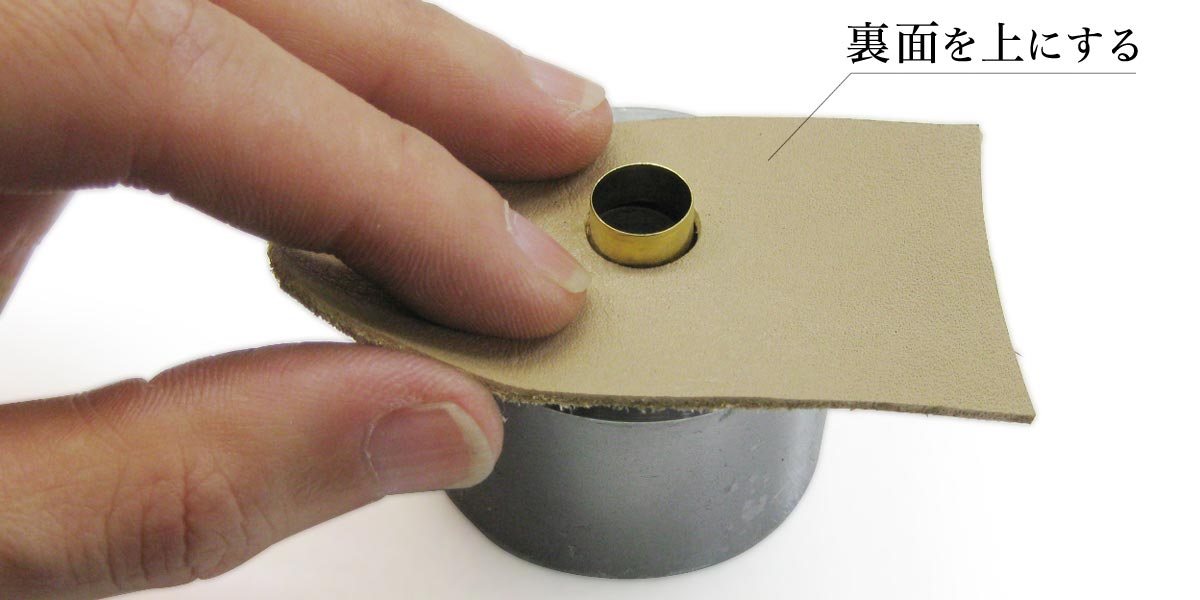 ところで、恥ずかしながら、この作業は間違えています。
ところで、恥ずかしながら、この作業は間違えています。
スタッフが間違えて革の表面を上にしていますが、ここは取付ける対象(革)の裏面を上にしてください。
このままだと革の表面にハトメの裏がきます。
-
気づかないまま続けます。座金を用意します。
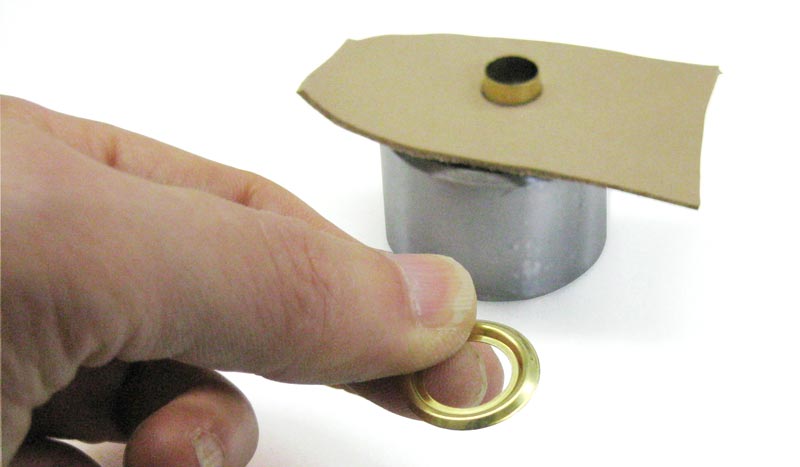 座金にも表と裏がありますが、少々わかりにくいかと思います。
座金にも表と裏がありますが、少々わかりにくいかと思います。
大きめのアイレットですと座金の裏表は分かりやすいのですが、小さいハトメになるとわかりにくいです。
 リングの真ん中を走る溝がありますが、凸になっている方を上にむけてください。
ハトメ(丸潰し)の場合はクルクルッと金属の捲り上がった縁がでますので
それをこの溝がうまくキャッチします。
リングの真ん中を走る溝がありますが、凸になっている方を上にむけてください。
ハトメ(丸潰し)の場合はクルクルッと金属の捲り上がった縁がでますので
それをこの溝がうまくキャッチします。
-
被せました。
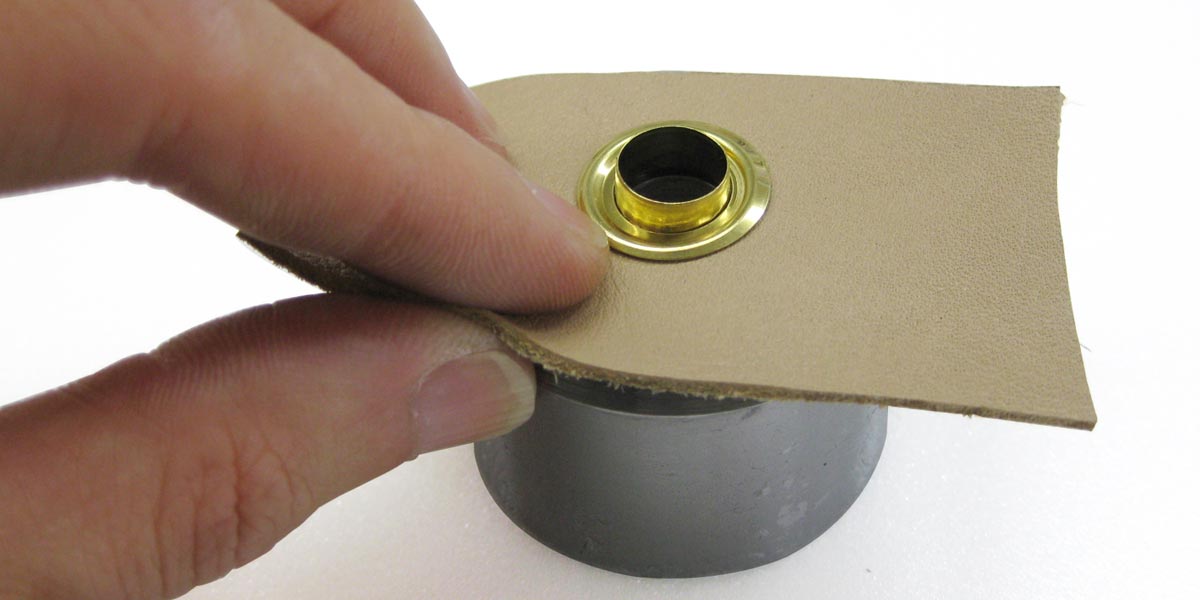 だいたいこれぐらいのハトメ足の長さが出ていても吸収できます。
ちなみに、当店ハトメはほぼ丸潰し(取付けた後に裏面が割れない)タイプですので、ハトメ足の先端にギザギザが入っていません。
(例外的に両面ハトメ200、両面ハトメ300だけは丸潰しでも足にギザギザの割れ目が入ります。)
だいたいこれぐらいのハトメ足の長さが出ていても吸収できます。
ちなみに、当店ハトメはほぼ丸潰し(取付けた後に裏面が割れない)タイプですので、ハトメ足の先端にギザギザが入っていません。
(例外的に両面ハトメ200、両面ハトメ300だけは丸潰しでも足にギザギザの割れ目が入ります。)
 現在の重ね順は
(下から)【ハトメ打ち皿】-【ハトメ本体】-【取り付ける革】-【ハトメ座金】となります。
現在の重ね順は
(下から)【ハトメ打ち皿】-【ハトメ本体】-【取り付ける革】-【ハトメ座金】となります。
何度も申し訳ないのですが、この革は裏表反対になっています。
-
いよいよ手打棒の出番です。
手打棒を、先程セットしたハトメと革にあてます。
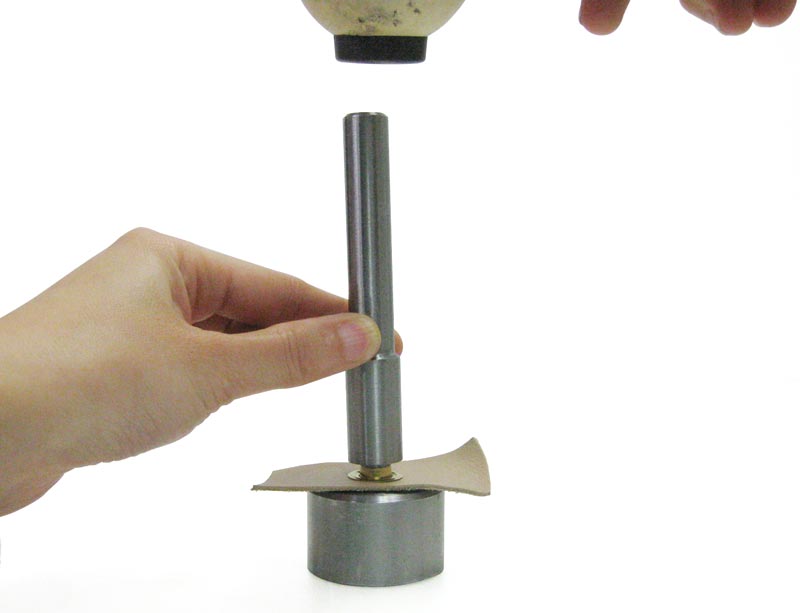 キチンとハトメにあっている手打棒なら、この時点でスポッとハトメに嵌まります。
キチンとハトメにあっている手打棒なら、この時点でスポッとハトメに嵌まります。
もし下まではまらない場合は何らかの理由でハトメに工具が合っていません。
-
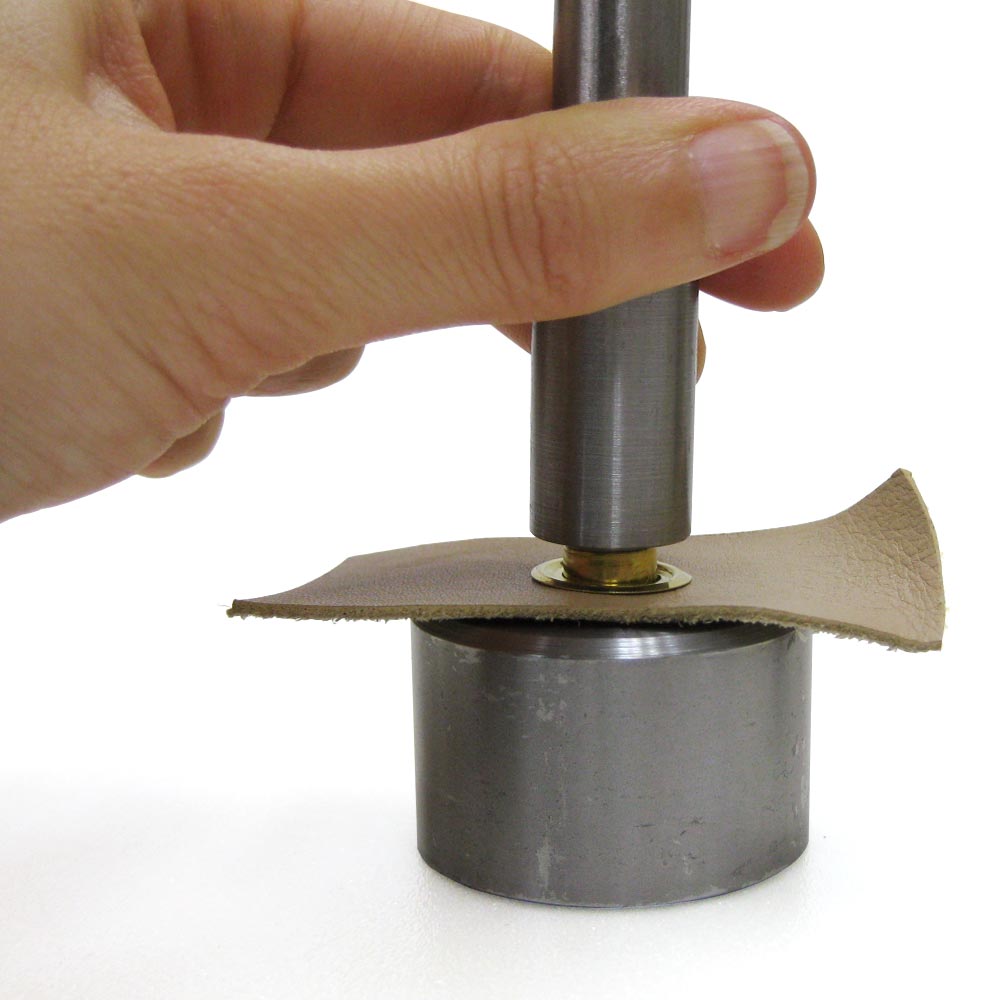
この画像ではやや右にずれていますが、真っ直ぐ垂直になるように打ち込んでください。
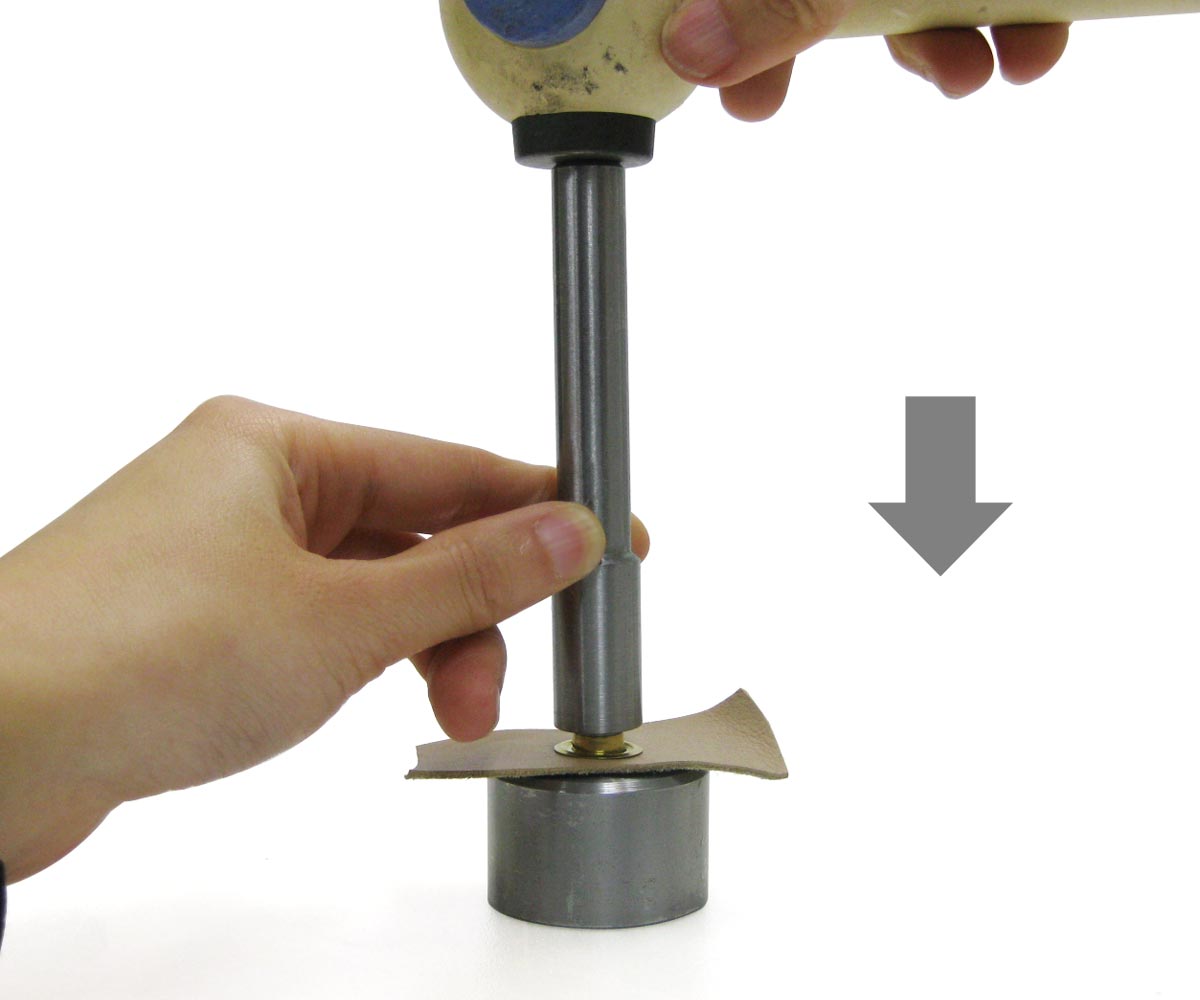
ハトメがキレイに打てない理由の多くが、力が左右どちらかにブレているか、工具があってない場合が多いです。
この瞬間にハトメを形作る真鍮の薄い筒部分がグシャっと潰れました。グッとした手応えがあります。
もしこの時点で「下まで打ち込めない」状態になった場合、打込みの力が足りていません。
以下の点を確認し、改善できるものがあれば変えてください。
- 可能な限り、手打棒はズッシリ身がつまった金属のものを選んでください。
- 木槌をつかって打込みきれなかった場合は、重みがある金槌に変えてみてください。手に持った時にズッシリするぐらいのものが良いです。
- 打皿を置いている場所を確認してください。可能な限り、硬く平たい場所が必要です。室内で音が気になる方はカーペット上などで作業なさっているかもしれませんが、力を吸収してしまいますので、移動してください。跳ね返す硬い場が必要です。
-
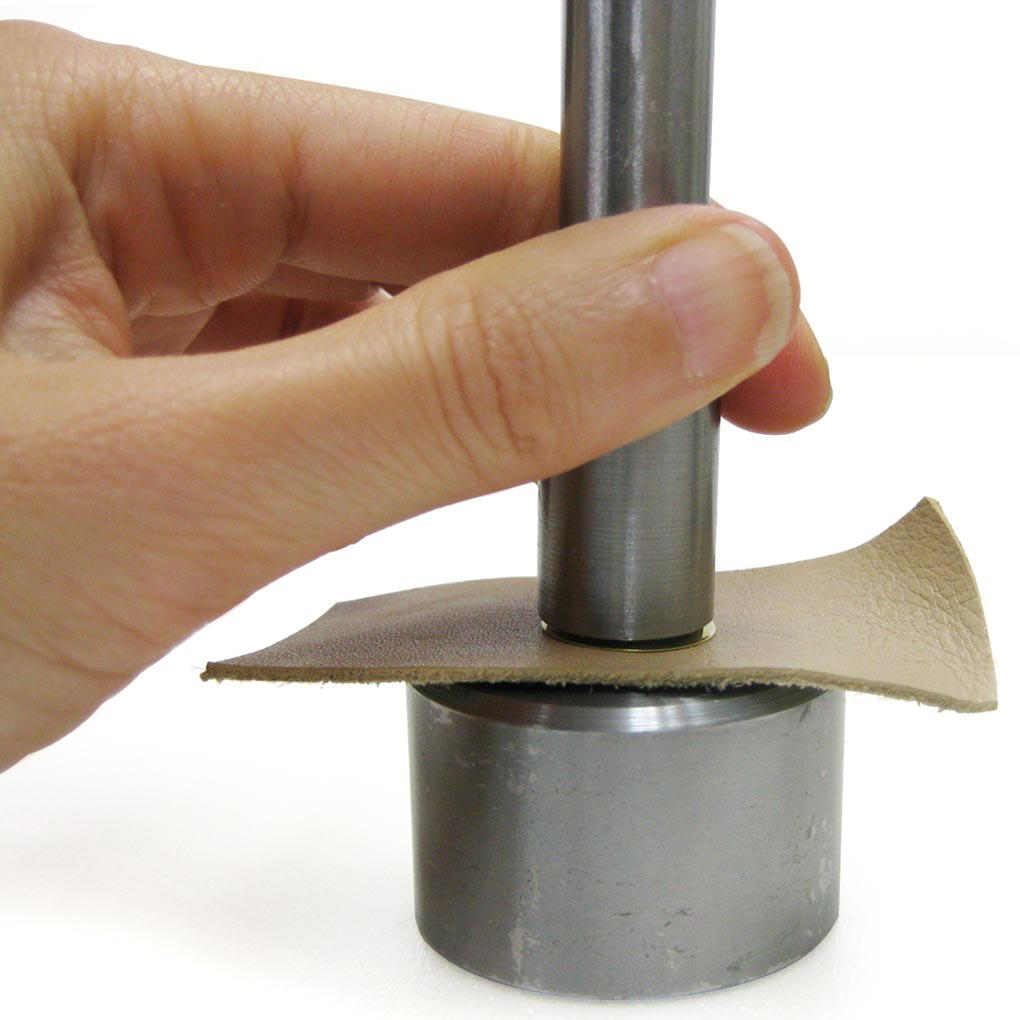
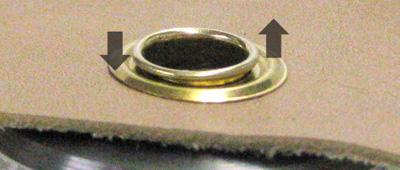
手打棒を取り上げてみてください。
 スタッフが下手なので、右にブレてしまったため左の方が少し浮いているのがわかりますでしょうか。
ハトメ打ちに慣れてきて、垂直に打てるようになれば、水平まっすぐの仕上がりになります。
スタッフが下手なので、右にブレてしまったため左の方が少し浮いているのがわかりますでしょうか。
ハトメ打ちに慣れてきて、垂直に打てるようになれば、水平まっすぐの仕上がりになります。
しかし裏面のハトメ足は丸く潰れ、縁がキレイに円状になって繋がっています。
-
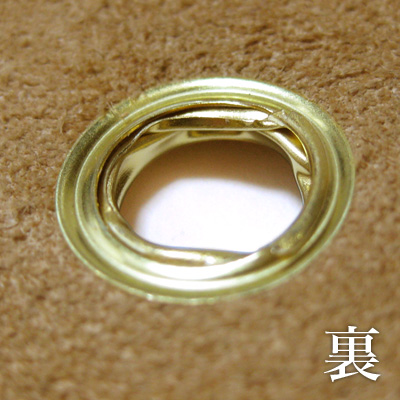
打ち上がった裏面です。
 本体の足がクルッとそり返って(中心の円)、座金(周囲の円)を留めています。丸いリング縁が二重で連なっているように見えます。
このような裏面の仕上げ方を「丸潰し」と呼び、一部ではハトメリング(大きいものの場合は「アイレットリング」)とも呼ばれるものとなります。
ハトメの足を割らず、座金を最大限に利用します。
本体の足がクルッとそり返って(中心の円)、座金(周囲の円)を留めています。丸いリング縁が二重で連なっているように見えます。
このような裏面の仕上げ方を「丸潰し」と呼び、一部ではハトメリング(大きいものの場合は「アイレットリング」)とも呼ばれるものとなります。
ハトメの足を割らず、座金を最大限に利用します。
これが菊割れハトメの場合や、菊割れ用の工具で打った場合は、放射線状にバカっと足が割れます。
(ハトメに合ってない工具で無理やり打った場合も不規則に割れます)
金具そのものだけでなく、ハトメの工具によっても菊割れ(放射線状に割れる)と、丸潰し(リング状に丸くなる)の仕上がり方が変わります。詳しくは工具がハトメを菊割れにするご一読ください。
-
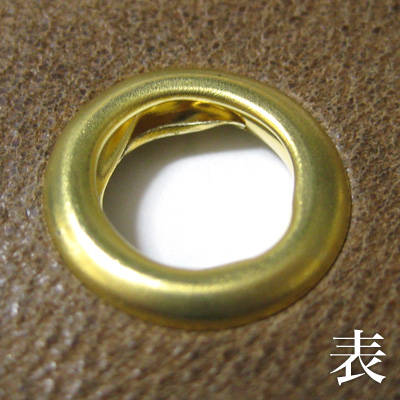
完成です。表面はこのように仕上がります。菊割れハトメの場合も表面は同じような見栄えに仕上がります。

アイレット23は傘径が約16mm・内径8.7mmですので、幅7mm程度の縁がぐるっと穴の周りを保護しているのがわかります。
以上が、ハトメ手打ち工具の使いかたです。
穴あけ工具と同じく、ハンドグリップ式のハトメパンチと違って取り付ける場所を選ばないのが特徴です。
なお、大量に安定してお取り付けしたい場合はハンドプレス機+ハトメ打駒をおすすめしています。
詳しくは、ハンドプレス機によるハトメの打ち方ををご参照ください。
パーツラボのハトメ一覧に戻る